 HG76扩127型焊管机组HG76扩127型焊管机组生产油套管,由于焊缝韧性受母材韧性、母材化...
HG76扩127型焊管机组HG76扩127型焊管机组生产油套管,由于焊缝韧性受母材韧性、母材化...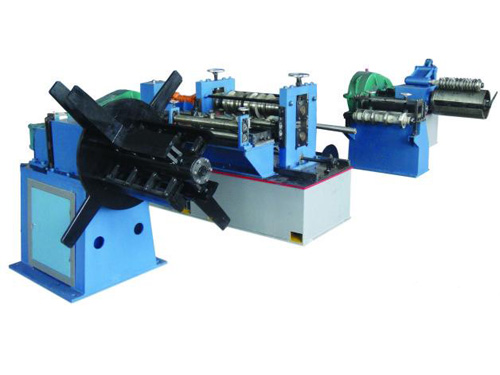 纵剪生产机组纵剪生产机组硬质合金圆盘刀磨损及刃磨与磨刀时的方法:通过硬质...
纵剪生产机组纵剪生产机组硬质合金圆盘刀磨损及刃磨与磨刀时的方法:通过硬质... 金属圆切锯金属圆切锯为我公司生产的常规性机床,主要由机床床身、动力头部...
金属圆切锯金属圆切锯为我公司生产的常规性机床,主要由机床床身、动力头部... 螺旋焊管机组设备螺旋焊管机组设备是将低碳碳素结构钢或低合金结构钢钢带按 ...
螺旋焊管机组设备螺旋焊管机组设备是将低碳碳素结构钢或低合金结构钢钢带按 ... 螺旋焊管机组LH-800螺旋焊管机组LH-800内焊,外焊,后桥,飞切设备。内焊装置,功能:...
螺旋焊管机组LH-800螺旋焊管机组LH-800内焊,外焊,后桥,飞切设备。内焊装置,功能:...螺旋焊管机组试车顺序
1、 电机和液压马达空转试车,检查旋向是否正确。
2、 单机试车运转时间2个小时。
3、 减速箱齿轮传动平稳,声音正常,润滑良好,无漏油现象。
4、 矫平辊、递送辊旋转正常,不得有窜动现象。
5、 试车中液压系统油缸及管路接头部分不得有漏油现象。
6、工艺操作与说明:
6.1 工艺说明:
上卷→开卷→引料矫平→手动立辊→剪切对焊→手动立辊→递送→予弯导板→成型→外焊→输出→切割→拨出
6.2操作说明:
带钢卷由吊车,吊放在上卷小车升降架上,脱开吊钩。小车横向移动,将带钢卷送入开卷机锥头上。开卷机锥头油缸涨紧钢卷。小车升降台下降返回原位。涨紧带钢卷后。压辊压下,压在带钢卷上部,不得使钢卷松散。锥头和压辊同时旋转(点动)。使带钢卷头部位转至开卷的位置。引料装置铲刀伸出。锥头和压辊旋转,将带钢卷舌头顺利的送进夹送引料矫平机。(矫平辊的压下量根据板厚预先调好)开卷机离合器脱开,调整好微制动,压辊抬起。剪切头尾对焊,对焊小车在油缸缩回位置时,剪切尾部,小车伸出700mm时,剪切头部,夹送引料矫平机将带钢头部送至对焊台位置,进行人口焊接。递送机将对焊后的带钢通过予弯导板送进成型机,成型后的钢管进行外焊,通过后桥上的输出托架,托辊输出,切成定尺后,由拨料装置拨出。